






Аппарат сварки пластика | 4000 мм
Материалы для обработки
Характеристики
| Основные | |
| Модель станка | PFK-4000PW |
| Длина сварки | 300-4000 мм |
| Толщина сварки | 2-30 мм |
| Мощность двигателя | 3,5 кВт |
| Предел прочности при растяжении при сварке | ≥95% |
| Плоскостность сварки | ±0,01 мм |
| Минимальный диаметр сварочного круга | 380 мм |
| Мощность нагрева при контактной сварке | 8 кВт |
| Рабочее давление | 0,4-1,0 МПа / 5-8 кг |
| Виды материалов | PP/PVC/PA/PE/PVDF/ABS/HDPE |
| Общий вес | 1850 кг |
| Габариты в упаковке | 4950×1210×1370 мм |
Описание
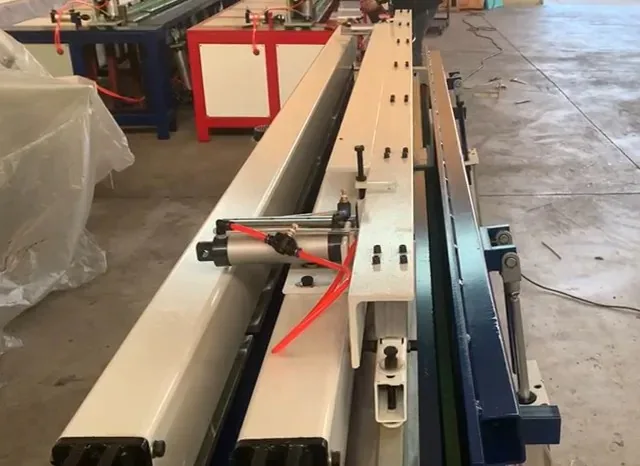
PFK 4000B — промышленный аппарат для контактной сварки листовых термопластов толщиной от 2 до 30 мм. Оборудование применяется при производстве пластиковых ёмкостей, резервуаров, ванн, воздуховодов, вентиляционных коробов, сантехнических изделий, корпусов, технических баков и других конструкций из листового пластика.
Ключевое преимущество модели — увеличенная длина сварки от 300 до 4000 мм. Это решение для производств, которым нужно работать с крупными пластиковыми листами и длинными прямолинейными швами. Большая рабочая длина снижает количество стыков, ускоряет сборку изделий и помогает получать более аккуратную геометрию готовой конструкции.
Аппарат обеспечивает автоматизированный цикл сварки с нагревом, прижимом и охлаждением. Это делает процесс более стабильным, снижает влияние человеческого фактора и помогает получать повторяемое качество шва при серийном и мелкосерийном производстве.
Прочность сварного соединения достигает ≥95% от прочности основного материала. Это важно для изделий, где требуется герметичность, устойчивость к нагрузкам и длительный срок службы. Плоскостность сварки до ±0,01 мм помогает получать ровное соединение, уменьшать перекосы и сокращать последующую механическую доработку.
PFK 4000B работает с широким списком термопластов: PP, PVC, PA, PE, PVDF, ABS и HDPE. Благодаря этому аппарат подходит для предприятий вентиляции, водоочистки, химической промышленности, производства пластиковых резервуаров, ванн, баков и технических изделий на заказ.
Мощность нагрева 8 кВт обеспечивает стабильную контактную сварку на длине до 4000 мм, а двигатель 3,5 кВт рассчитан на работу с крупноформатными заготовками. Конструкция станка ориентирована на производственную эксплуатацию: направляющие HIWIN 25 мм обеспечивают точное перемещение, а опциональный безмасляный компрессор позволяет подготовить аппарат к полноценной работе с пневматической системой.
Оборудование поставляется с гарантией 12 месяцев. Перед отправкой аппарат проверяется и подготавливается к транспортировке. Возможна доставка транспортной компанией по России до терминала или адреса покупателя.
Ключевые запросы: аппарат сварки пластика PFK 4000B, автоматизированная сварка листового пластика, аппарат для сварки термопластов крупного формата, сварка пластиковых резервуаров и баков, оборудование для серийного производства ёмкостей, сварка ПВХ ПЭ ПП и ABS, температура сварки полипропилена и ПВХ, подготовка кромок для сварки пластика
Какие пластики сваривает PFK 4000B?
PP, PVC, PA, PE, PVDF, ABS и HDPE толщиной 2-30 мм — листовые термопласты для крупногабаритных ёмкостей, резервуаров и технических конструкций.
Чем PFK 4000B отличается от PFK 2000B и PFK 3000B?
Самая большая длина сварного шва в серии — 300-4000 мм, для крупноформатных пластиковых конструкций; также поддерживает автоматизированный цикл сварки с нагревом, прижимом и охлаждением.
Что даёт автоматизированный цикл сварки?
Нагрев, прижим и охлаждение выполняются по заданной программе — это снижает влияние человеческого фактора и обеспечивает повторяемое качество шва при серийном производстве.
Какая прочность шва у PFK 4000B?
≥95% от прочности основного материала — обеспечивает герметичность и долговечность для крупных ёмкостей, резервуаров и технических баков.
Какая температура нужна для сварки полипропилена и ПВХ присадочным прутком?
Для полипропилена (PP) оптимальная температура воздуха и прутка — около 250-260°C: при более низкой температуре шов получается хрупким и легко трескается. С ПВХ работать сложнее — материал нельзя доводить до температуры плавления 260-280°C: вместо плавного перехода в вязкое состояние он начинает разлагаться, темнеть и пузыриться. Присадочный пруток всегда подбирают из того же материала, что и свариваемые листы — пруток другого типа даёт непрочное или вовсе непригодное соединение.
Можно ли сваривать между собой разные виды пластика, например полиэтилен и ПВХ?
Нет, прочный шов получается только между однородными или химически близкими материалами. Полиэтилен (PE) и полипропилен (PP), а также PE и PVC между собой не свариваются — у них разная температура плавления и структура полимера, монолитного соединения не получается. Перед сваркой важно точно определить материал заготовки (маркировка, проба на запах при нагреве) и подобрать присадочный пруток того же типа.
Почему сварной шов нельзя охлаждать принудительно сразу после сварки?
Резкое охлаждение вентилятором или холодной водой создаёт перепад температур между швом и основным материалом — внутри возникают напряжения, которые снижают прочность соединения и могут привести к трещинам и расслоению. Шов должен остывать естественным образом при комнатной температуре, это особенно важно для толстостенных заготовок ближе к верхней границе диапазона 2-30 мм.
Почему перед сваркой важно зачистить кромки пластика и как быстро их нужно сваривать после зачистки?
Экструзионная сварка не прощает даже тонкого слоя окисленного материала, жира или пыли на кромках — такие загрязнения резко снижают прочность шва вплоть до расслоения под нагрузкой. Зачищенные кромки рекомендуется сваривать в течение примерно 20 минут: за это время поверхность не успевает заново окислиться на воздухе, и шов получается герметичным.
Какие расходники нужны для сварки пластика?
Основной расходник — присадочный пруток из того же материала, что и свариваемая деталь. Также могут потребоваться насадки, скребки, зачистной инструмент и средства подготовки поверхности.
Как качество подготовки кромок влияет на прочность шва?
Грязные, окисленные или плохо зачищенные кромки снижают прочность соединения. Чем чище и ровнее подготовлена зона сварки, тем стабильнее получается шов.
Если вы затрудняетесь с выбором комплектации — обратитесь к менеджеру!
Базовая комплектация



Дополнительная комплектация
Калькулятор стоимости доставки
Расчёт по параметрам груза из карточки товара. При настройке API Деловых Линий в админке используются актуальные тарифы перевозки; иначе — модель по зонам.
Итоговая стоимость уточняется у менеджера. Доставка осуществляется после согласования.
Оплата и доставка
Работаем по договору, оплата на расчётный счёт и картой. Доставка по России через транспортные компании — условия и перевозчик согласовываются с вами.
- 1
Выбор оборудования и договор
Со специалистом подбираете станок и комплектацию. Согласовываем состав и итоговую стоимость, оформляем договор.
- 2
Подготовка к отправке
После настройки и тестов сообщаем о готовности, присылаем фото и видео. Получаем согласие на отправку и остаток оплаты — и отгружаем заказ.
- 3
Упаковка
CO2, маркеры, УФ — фанерный короб и внутренняя защита. Крупный формат — поддон и обрешётка. Фрезеры — поддон и стрейч от влаги и пыли.
- 4
Отправка
Передаём в ТК в течение 1–4 рабочих дней после оплаты на счёт. Перевозчик — по вашему выбору. При получении оплачиваете доставку, страхование и обрешётку (если услуги были).
- 5
Получение
Вскрывайте упаковку и осматривайте станок при сотруднике ТК до подписания акта. При повреждениях — оформляем акт с фиксацией дефектов.
- 6
Пусконаладка
Распаковка, установка, ПО, проверка работоспособности — по договорённости с инженером.