

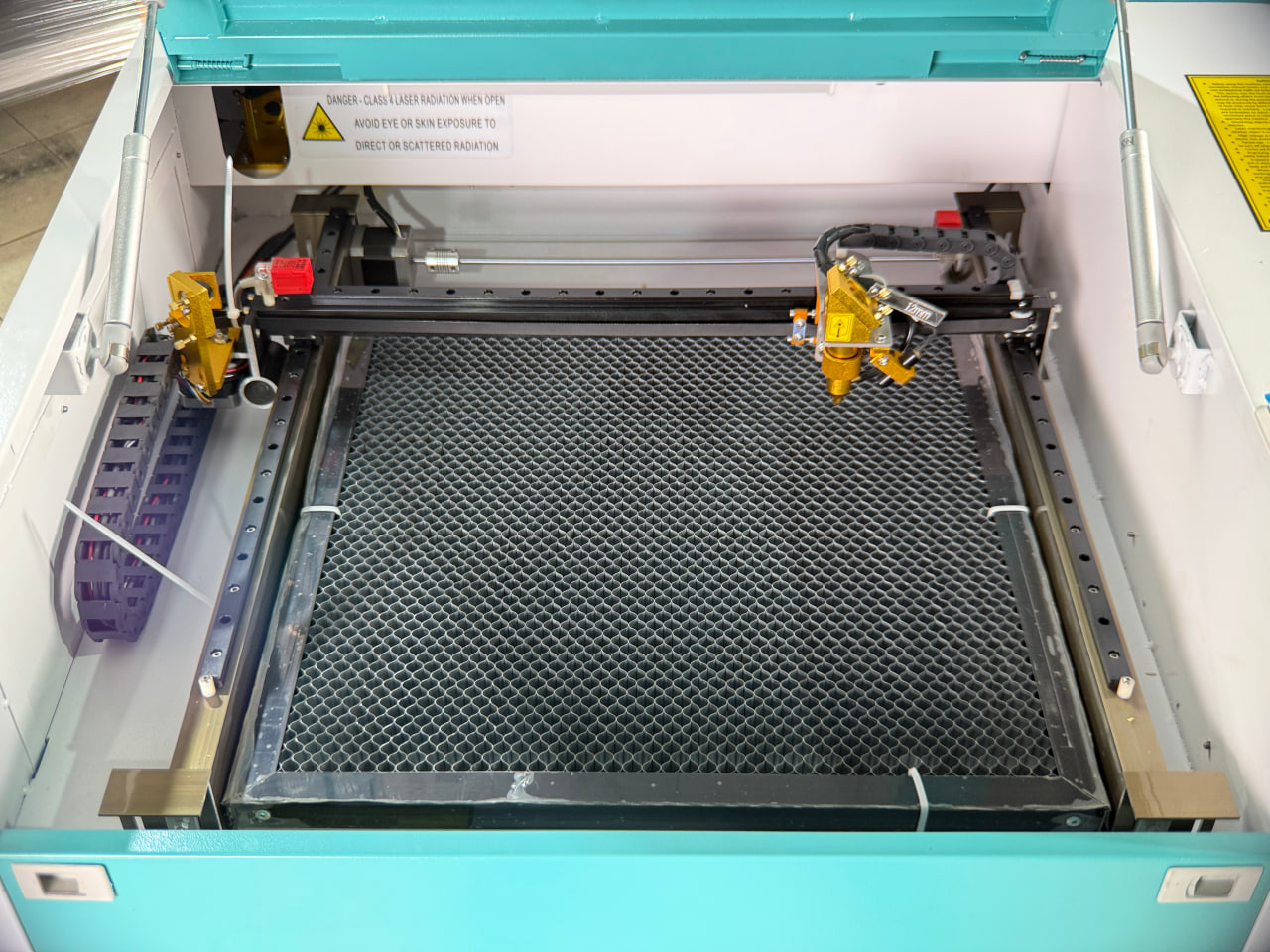







Лазерный станок CO2 с ЧПУ | 400x400 | 50 Вт | Ruida
Материалы для обработки
Характеристики
| Основные | |
| Модель лазерного станка | A-K4040/50W/Ruida |
| Рабочее поле лазерного станка | 400 x 400 мм |
| Мощность лазерной трубки | 50 Вт (AiPuLong) |
| Система управления | Ruida RDC 8445S |
| Шаговые двигатели | 42 типоразмер |
| Тип лазерного излучателя | СО2 трубка |
| Производитель лазерного излучателя | AiPuLong |
| Модель лазерного излучателя | APL 50 Вт |
| Электропитание | 220 В |
| Рабочая температура | от 10 до 40 °C |
| Механика и точность | |
| Направляющие оси Y | MGN12 |
| Направляющие оси Х | MGN12 |
| Точность позиционирования | 0,1 мм |
| Рекомендуемая скорость гравировки | 300 мм/с |
| Рекомендуемая скорость резки | 30 мм/с |
| Минимальный размер символов | 1 х 1 мм |
| Оптика | |
| Линза | 12 мм ZnSe |
| Зеркала | 20 мм Mo |
| Дисплей управления | Цветной LCD Ruida |
| ПО и электроника | |
| Интерфейс подключения | USB / LAN |
| Операционная система ПК | Windows XP/7/8/10 |
| Программное обеспечение | RDWorks |
| Совместимые редакторы | CorelDraw, AutoCAD, Photoshop |
| Поддерживаемые форматы | PLT, AI, BMP, DST, DXF, DXF, JPG, TIF |
| Габариты оборудования | |
| Размер станка | 900 x 700 x 320 мм |
| Вес | 45 кг |
Описание
Профессиональный лазерный станок 400x400 с контроллером Ruida — мощное решение для серийного производства и высокоточной гравировки.
Этот современный ЧПУ станок по дереву и пластику оснащен промышленной системой управления Ruida RDC8445, которая открывает широкие возможности для автоматизации бизнеса. Модель идеально подходит для тех, кто планирует купить лазерный станок для фанеры и акрила с целью создания сувениров, печатей, наградной продукции и сложных элементов декора.
Ключевые преимущества:
- Профессиональное управление: Контроллер Ruida поддерживает автономную работу без ПК, сохранение макетов в память и функцию продолжения резки после сбоя питания.
- Высокая производительность: Мощная 50-ваттная трубка CO2 в сочетании с надежной механикой обеспечивает чистый раскрой кожи, оргстекла и картона на высоких скоростях.
- Прецизионная детализация: Линейные направляющие и современная оптика гарантируют безупречное качество лазерной гравировки самых мелких символов и изображений.
- Удобство и ПО: Полная поддержка профессионального софта RDWorks и интеграция с CorelDraw и AutoCAD для быстрого запуска проектов.
Надежное оборудование для тех, кому важна стабильность работы и возможность масштабирования производства в рекламной или сувенирной сфере.
Ключевые запросы: лазерный станок co2 400×400 50 Вт Ruida, co2 гравер 400×400 Ruida RDC6442G, лазерный станок для сувениров 400×400, настольный co2 лазер 50 Вт Ruida, гравировка на акриле и дереве 400×400, купить co2 лазерный станок Ruida 400×400, юстировка зеркал co2 лазерного станка, выбор мощности co2 лазера для фанеры и акрила
Что режет и гравирует CO2 станок 400×400 50 Вт Ruida?
Дерево и фанера до 8–10 мм, акрил, пластик, кожа, замша, фетр, картон, резина, пенопласт, стекло (гравировка). CO2-излучение не режет металлы — только неметаллические материалы.
Чем Ruida RDC6442G лучше M3 на настольном формате 400×400?
Ruida RDC6442G обеспечивает более точный контроль скорости и мощности, имеет ЖК-дисплей с памятью проектов, USB+RJ45-подключение, поддержку сквозных переменных в ПО и расширенную диагностику ошибок. Это влияет на повторяемость при серийном выпуске.
Подходит ли станок 400×400 50 Вт Ruida для малого бизнеса?
Да. Ruida-контроллер обеспечивает стабильность для небольшого серийного производства: брелоки, магниты, таблички, значки, небольшие акриловые изделия. Производительность — 8–12 изделий в час для типовых сувениров.
Какие материалы можно гравировать без сквозной резки?
Стекло, зеркало, мрамор, гранит (поверхностная гравировка), кожа, натуральное дерево — все материалы, где нужна лишь поверхностная обработка. Мощность 50 Вт позволяет работать на низких скоростях для максимальной детализации гравюры.
Как самостоятельно выполнить юстировку зеркал CO2-станка?
Юстировка нужна после транспортировки станка, замены трубки или зеркал, а также если луч смещается по углам рабочего поля. В CO2-станке три зеркала: проверяют последовательно, начиная от трубки. На каждое зеркало клеят кусок малярного скотча и делают короткий импульс — по положению прожжённой точки относительно центра отверстия регулируют юстировочные винты. Затем проверяют попадание луча в ближнем и дальнем положениях каретки по осям X и Y, добиваясь совпадения точки в обоих случаях.
Как правильно подобрать мощность станка под толщину фанеры и акрила?
Универсального правила нет, но ориентир такой: запас мощности 20-30% сверх паспортной толщины материала даёт чистый рез без повторных проходов и продлевает ресурс трубки, так как лазер не работает на максимуме постоянно. Для новых материалов и партий акрила (отличаются составом и цветом) делают тестовый рез на обрезке, подбирая мощность и скорость по краю — ровный прозрачный срез без оплавления и нагара означает правильные параметры. Материалы толще паспортного предела режут за 2-3 прохода с перефокусировкой между ними.
Сколько служит CO2-трубка и как продлить её ресурс?
Ресурс стеклянной CO2-трубки обычно составляет 3000-6000 часов для мощностей 50-100 Вт и около 4000-8000 часов для трубок 130 Вт при правильном охлаждении. Главное условие долговечности — стабильная температура охлаждающей воды 18-22°C: перегрев до 30°C и выше резко ускоряет деградацию газовой смеси и снижает мощность излучения. Запускать лазер без циркуляции воды нельзя даже на несколько секунд — трубка повреждается мгновенно. Также раз в 40-50 часов работы протирают линзы и зеркала от пыли и копоти.
Что такое юстировка лазерного станка и зачем она нужна?
Юстировка — это настройка пути лазерного луча через зеркала и линзу. Она нужна, чтобы луч попадал в центр сопла во всех положениях головы и давал ровный рез без потери мощности.
Что такое мода лазерного луча и как её проверить?
Мода — это форма пятна лазерного луча. Её проверяют коротким тестовым импульсом на материале. Правильное пятно должно быть ровным и круглым, без раздвоения и сильных провалов.
Какую жидкость использовать для охлаждения CO2-трубки?
Используют дистиллированную воду или жидкость, рекомендованную производителем. Обычная водопроводная вода не подходит: она может давать накипь и повышать риск проблем с трубкой.
Можно ли гравировать камень на CO2-лазерном станке?
Да, CO2-лазер может гравировать гранит, мрамор и искусственный камень. Результат зависит от мощности, фокуса, скорости и структуры материала.
Можно ли использовать CO2-станок без перерывов, круглосуточно?
Да, при правильном охлаждении, вытяжке и регулярном обслуживании, но постоянная нагрузка ускоряет износ трубки, оптики, направляющих и расходников.
Что будет, если включить лазерный станок без заземления?
Возможны сбои контроллера, наводки на электронику и риск поражения током, потому что CO2-трубка работает с высоким напряжением. Заземление обязательно.
Нужен ли чиллер, если в базовой комплектации есть только помпа?
Помпа только гоняет воду, но не стабилизирует температуру. Чиллер нужен для длительной работы и стабильного охлаждения, особенно при серийной резке и высокой мощности.
Вредно ли смотреть на луч CO2-лазера?
Да, прямое и отражённое лазерное излучение опасно для глаз. Работать нужно с закрытым корпусом и защитными очками, подходящими под длину волны CO2-лазера.
Можно ли использовать станок в неотапливаемом помещении зимой?
Нежелательно. Низкая температура может вызвать конденсат на оптике и проблемы с охлаждающей жидкостью. Для стабильной работы лучше поддерживать температуру примерно 15–25 °C.
Почему рез получается со скошенными гранями?
Обычно причина в неверном фокусе, плохой юстировке, загрязнённой оптике или неподходящих режимах скорости и мощности. Нужно проверить фокус, зеркала, линзу и параметры реза.
Как уменьшить нагар на материале при лазерной резке?
Нужно усилить обдув зоны реза, проверить фокус, снизить лишнюю мощность, подобрать скорость и убедиться, что оптика чистая.
Почему загорается фанера при лазерной резке?
Частая причина — слабая обдувка, слишком низкая скорость или избыточная мощность. Нужно проверить компрессор, сопло, фокус и не оставлять станок без присмотра.
Как часто проводить ТО лазерного станка?
Регламент зависит от нагрузки. Обычно регулярно проверяют и чистят линзы, зеркала, направляющие, вытяжку, фильтры, чиллер и состояние ремней.
Какая мощность вытяжки нужна для CO2-лазерного станка?
Мощность вытяжки зависит от рабочего поля, материалов и интенсивности резки. Чем больше станок и больше дыма образует материал, тем выше должна быть производительность вентилятора и качество фильтрации.
Почему на CO2-станке нельзя резать ПВХ?
При резке ПВХ выделяется хлорсодержащий газ, опасный для здоровья и вредный для станка. Он разъедает металл, оптику и элементы вытяжки.
Если вы затрудняетесь с выбором комплектации — обратитесь к менеджеру!
Базовая комплектация








Дополнительная комплектация



Калькулятор стоимости доставки
Расчёт по параметрам груза из карточки товара. При настройке API Деловых Линий в админке используются актуальные тарифы перевозки; иначе — модель по зонам.
Итоговая стоимость уточняется у менеджера. Доставка осуществляется после согласования.
Оплата и доставка
Работаем по договору, оплата на расчётный счёт и картой. Доставка по России через транспортные компании — условия и перевозчик согласовываются с вами.
- 1
Выбор оборудования и договор
Со специалистом подбираете станок и комплектацию. Согласовываем состав и итоговую стоимость, оформляем договор.
- 2
Подготовка к отправке
После настройки и тестов сообщаем о готовности, присылаем фото и видео. Получаем согласие на отправку и остаток оплаты — и отгружаем заказ.
- 3
Упаковка
CO2, маркеры, УФ — фанерный короб и внутренняя защита. Крупный формат — поддон и обрешётка. Фрезеры — поддон и стрейч от влаги и пыли.
- 4
Отправка
Передаём в ТК в течение 1–4 рабочих дней после оплаты на счёт. Перевозчик — по вашему выбору. При получении оплачиваете доставку, страхование и обрешётку (если услуги были).
- 5
Получение
Вскрывайте упаковку и осматривайте станок при сотруднике ТК до подписания акта. При повреждениях — оформляем акт с фиксацией дефектов.
- 6
Пусконаладка
Распаковка, установка, ПО, проверка работоспособности — по договорённости с инженером.