





Лазерный станок для резки металла | 1500x3000мм | Raycus 6000Вт
Материалы для обработки
Характеристики
| Основные | |
| Модель станка | LX-R1530/3000W |
| Рабочее поле оптоволоконного станка, мм | 1500х3000 |
| Мощность оптоволоконного источника | 6000 Вт |
| Тип станка | Оптоволоконный лазерный станок для резки металла |
| Тип конструкции | Портальный |
| Механика | |
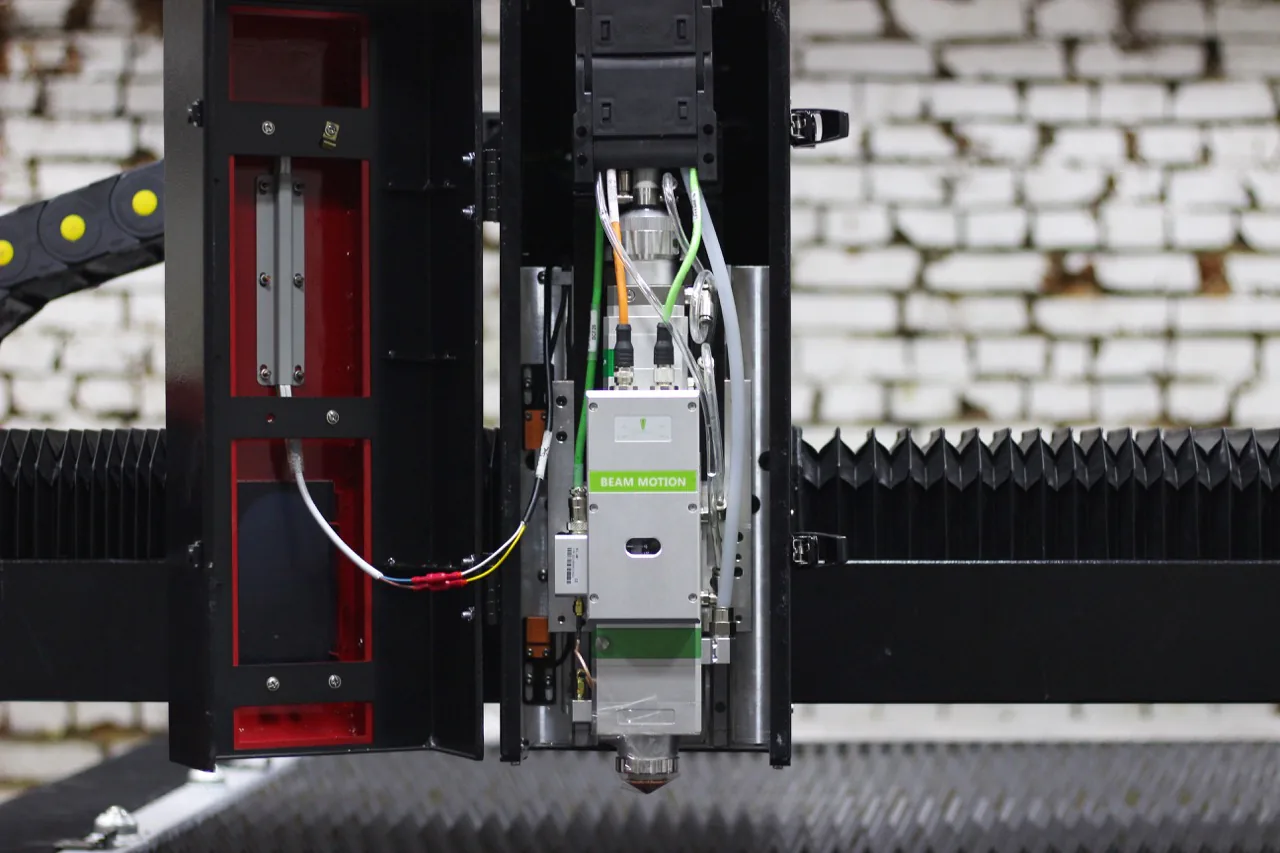
| Режущая голова | Raytools BM110 |
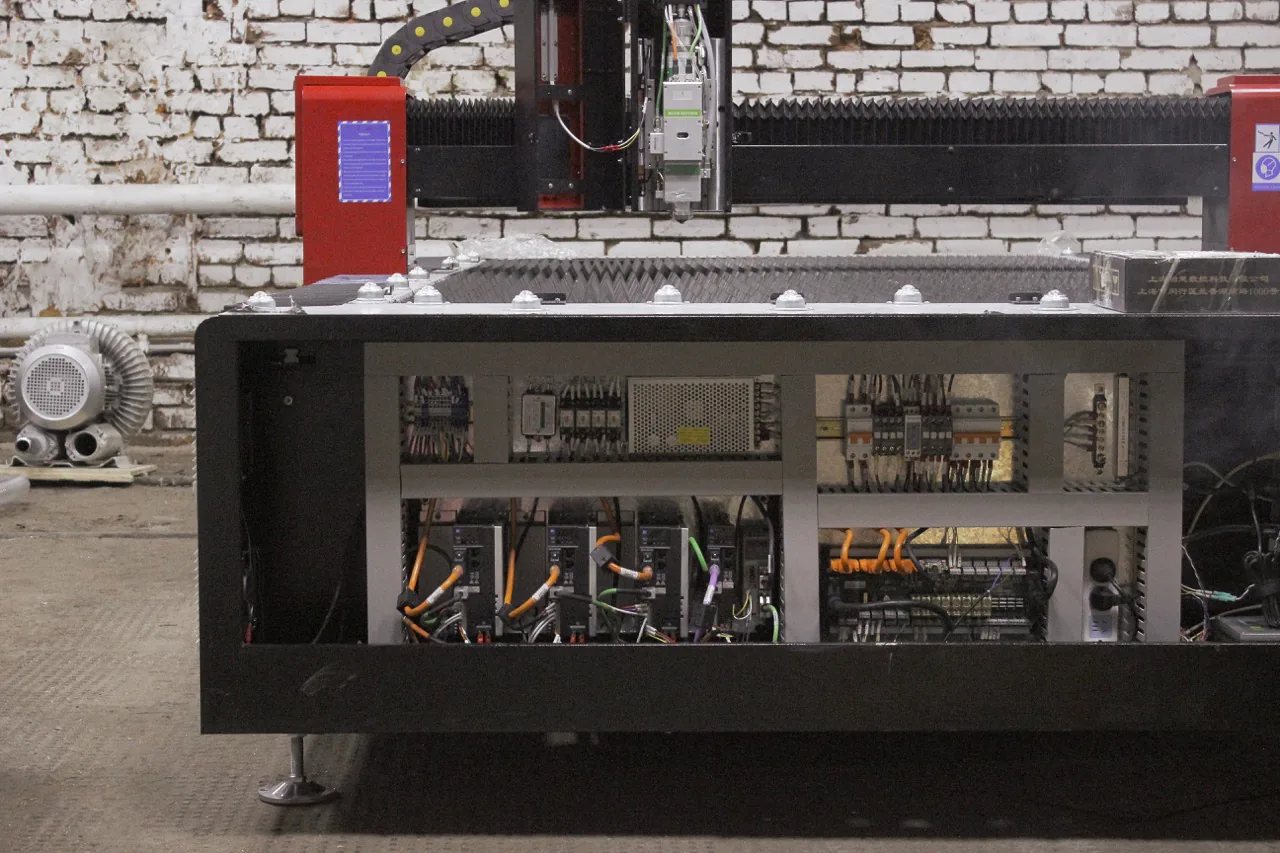
| Сервомоторы и драйверы | Delta |
| Направляющие оси Y | Линейные направляющие PEK |
| Направляющие оси Х | Линейные направляющие PEK |
| Поверхность стола | Сотовый стол + ламели |
| Кнопка экстренной остановки | Есть |
| Тип передачи | Косозубая рейка и шестерня |
| Система смазки | Автоматическая |
| Оптика | |
| Мощность лазерного излучателя | 6000 Вт |
| Производитель лазерного излучателя | Raycus |
| Ресурс лазерного излучателя | 100000 ч |
| Метод локализации | Лазерный указатель луча |
| Длина волны лазера | 1064 нм |
| Производительность | |
| Точность позиционирования | ±0.03 мм |
| Повторяемость позиционирования | ±0.02 мм |
| Максимальная скорость холостого хода | до 80 м/мин |
| ПО | |
| Система управления | Bochu FSCUT2000 |
| Операционная система ПК | Windows XP/7/8 |
| Поддерживаемые форматы | AI, IPS, DVG, DXF |
| Интерфейс подключения | Ethernet / USB |
| Электропитание | |
| Напряжение | 380 В |
| Частота | 50-60 Hz |
| Система охлаждения | |
| Чиллер | S&A CWFL-2000AN |
| Тип охлаждения | Водяное охлаждение |
| Габариты и вес | |
| Размер станка, мм | 4300х2300х2100 |
| Вес | 3000 кг |
Описание
Промышленный оптоволоконный лазерный станок высокой мощности для скоростной и высокоточной резки листового металла. Рабочее поле 1500x3000 мм позволяет обрабатывать стандартные листы металла без дополнительной подготовки, что делает оборудование эффективным решением для крупного производства и интенсивной эксплуатации в промышленном цеху.
Источник Raycus мощностью 6000 Вт обеспечивает высокую производительность и позволяет эффективно работать с толстыми металлами на высоких скоростях. Станок подходит для резки нержавеющей стали, углеродистой стали, алюминия, меди, латуни и оцинкованного металла.
Режущая голова Raytools BM110 обеспечивает стабильную фокусировку лазерного луча и качественный рез даже на сложных контурах. Сервосистема Delta отвечает за плавность перемещения портала и высокую точность позиционирования.
По оси X установлены линейные направляющие HIWIN (Тайвань), а по оси Y — направляющие PEK, рассчитанные на длительную промышленную эксплуатацию. Усиленная станина снижает вибрации и повышает стабильность резки при высокой нагрузке.
Оборудование применяется в производстве металлоконструкций, машиностроении, изготовлении электротехнических шкафов, вентиляционных систем, рекламных конструкций, промышленного оборудования и обработке листового металла.
Ключевые преимущества:
- Источник Raycus 6000 Вт
- Высокая скорость резки толстого металла
- Режущая голова Raytools BM110
- Сервомоторы Delta
- Направляющие HIWIN по оси X
- Высокая точность позиционирования
- Подходит для промышленного производства
- Ресурс лазерного источника до 100000 часов
Ключевые запросы: лазерный станок для резки металла 1500x3000 6000 Вт, оптоволоконный лазерный станок Raycus 6000 Вт, мощный станок лазерной резки толстого металла, станок для резки металла LX-R1530, промышленный портальный лазерный станок резки металла, лазерная резка металлопроката Bochu FSCUT2000, оптимальная толщина металла для лазерной резки, скорость лазерной резки металла по толщине
Какие металлы режет станок LX-R1530/6000W?
Нержавеющую и углеродистую сталь, алюминий, медь, латунь и оцинкованный металл — источник Raycus 6000 Вт, самый мощный в линейке, для резки толстого проката на высокой скорости в крупном промышленном производстве.
Чем модель 6000 Вт отличается от 1500/2000/3000 Вт?
Самая высокая мощность источника в линейке при том же рабочем поле 1500×3000 мм — обеспечивает резку наиболее толстого металла и максимальную производительность для интенсивной промышленной эксплуатации в крупном цеху.
Какая точность и скорость реза у станка?
Точность позиционирования ±0,03 мм, повторяемость ±0,02 мм, скорость холостого хода до 80 м/мин — режущая голова Raytools BM110 и сервосистема Delta обеспечивают стабильный рез даже на сложных контурах при высокой нагрузке.
Для каких производств подходит модель 6000 Вт?
Для крупного промышленного производства, обработки толстолистового металла и интенсивной серийной резки металлоконструкций — там, где требуется максимальная мощность и производительность.
Как выбрать мощность лазерного станка под толщину металла, который планируется резать?
Мощность подбирают по самой толстой стали, с которой регулярно работают, с запасом. Для углеродистой стали до 6-8 мм обычно достаточно 1500-2000 Вт, для 8-12 мм — около 3000 Вт, а для реза 15-25 мм и выше нужен источник от 6000 Вт и более. Запас мощности важен не только для увеличения максимальной толщины, но и для роста скорости резки на привычных толщинах — например, лист 3 мм на источнике 6 кВт режется заметно быстрее, чем на 1,5 кВт.
Какой газ использовать для лазерной резки — кислород или азот, и в чём разница?
Кислород применяют для резки углеродистой стали — он поддерживает экзотермическую реакцию окисления, ускоряет рез и снижает требуемую мощность лазера, но на кромке остаётся тонкий слой окалины, который иногда приходится зачищать. Азот используют для нержавеющей стали и алюминия — он не даёт металлу окисляться, кромка остаётся чистой и блестящей без дополнительной обработки, но требует более высокого давления (18-26 бар) и заметно увеличивает расход газа по сравнению с кислородом.
На каких толщинах металла проще всего получить стабильный качественный рез?
Диапазон 12-20 мм считается наиболее сбалансированным: легче одновременно выдержать скорость, расход газа и чистоту кромки без доработки. На тонком металле 1-3 мм основная сложность — высокая скорость реза и риск перегрева кромки на резких поворотах контура. На толстом прокате от 20-25 мм резко растут требования к стабильности станка и давлению газа, скорость падает, а соответствие кромки ГОСТ требует более тщательной настройки режимов.
Почему на одном и том же станке скорость резки сильно различается для разных металлов и толщин?
Скорость резки зависит от мощности лазера, толщины и теплопроводности материала: тонкая углеродистая сталь 1-3 мм режется на максимальной скорости в десятки метров в минуту, а нержавейка или алюминий той же толщины — в несколько раз медленнее из-за более высокой теплопроводности и азота под высоким давлением. Конкретные параметры — мощность, скорость, давление и диаметр сопла — для каждой пары материал/толщина берут из таблиц режимов производителя станка и корректируют по результатам пробного реза.
Какие материалы режет волоконный лазер?
Волоконный лазер применяется для металлов и сплавов: углеродистой стали, нержавеющей стали, алюминия, латуни, меди, титана и других металлических материалов.
Чем волоконный лазер отличается от CO2 по скорости резки металла?
Волоконный лазер лучше поглощается металлами, поэтому при резке металла обычно работает быстрее и энергоэффективнее, чем CO2-лазер сопоставимого назначения.
Какие сопла используются для лазерной резки металла и как они влияют на качество?
Сопла разного диаметра подбираются под толщину металла, тип газа и режим резки. Они формируют газовую струю, поэтому изношенное или загрязнённое сопло ухудшает качество кромки.
Как часто менять сопло на станке лазерной резки металла?
Сопло меняют по мере износа, загрязнения или повреждения отверстия. Если появляются нестабильный рез, окалина, заусенцы или ухудшается продувка, сопло нужно проверить первым делом.
Как часто менять защитное стекло и фокусирующую линзу на лазерном станке?
Защитное стекло меняют при загрязнении, помутнении или повреждении. Фокусирующую линзу меняют реже — при дефектах фокусировки, повреждениях или ухудшении качества реза.
Какие меры безопасности нужны для волоконного лазера?
Луч волоконного лазера невидим и опасен при отражении от металла. Нужен закрытый корпус, исправные защитные экраны и очки, подобранные под конкретную длину волны.
Если вы затрудняетесь с выбором комплектации — обратитесь к менеджеру!
Базовая комплектация





Дополнительная комплектация

Калькулятор стоимости доставки
Расчёт по параметрам груза из карточки товара. При настройке API Деловых Линий в админке используются актуальные тарифы перевозки; иначе — модель по зонам.
Итоговая стоимость уточняется у менеджера. Доставка осуществляется после согласования.
Оплата и доставка
Работаем по договору, оплата на расчётный счёт и картой. Доставка по России через транспортные компании — условия и перевозчик согласовываются с вами.
- 1
Выбор оборудования и договор
Со специалистом подбираете станок и комплектацию. Согласовываем состав и итоговую стоимость, оформляем договор.
- 2
Подготовка к отправке
После настройки и тестов сообщаем о готовности, присылаем фото и видео. Получаем согласие на отправку и остаток оплаты — и отгружаем заказ.
- 3
Упаковка
CO2, маркеры, УФ — фанерный короб и внутренняя защита. Крупный формат — поддон и обрешётка. Фрезеры — поддон и стрейч от влаги и пыли.
- 4
Отправка
Передаём в ТК в течение 1–4 рабочих дней после оплаты на счёт. Перевозчик — по вашему выбору. При получении оплачиваете доставку, страхование и обрешётку (если услуги были).
- 5
Получение
Вскрывайте упаковку и осматривайте станок при сотруднике ТК до подписания акта. При повреждениях — оформляем акт с фиксацией дефектов.
- 6
Пусконаладка
Распаковка, установка, ПО, проверка работоспособности — по договорённости с инженером.